
- 首頁
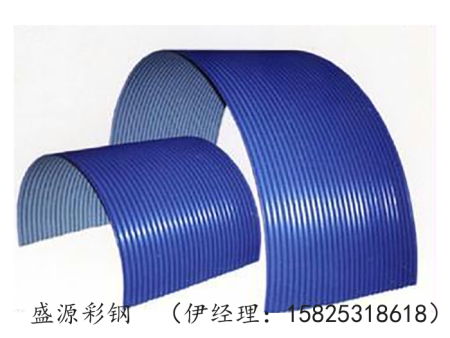
- 彩鋼壓型板
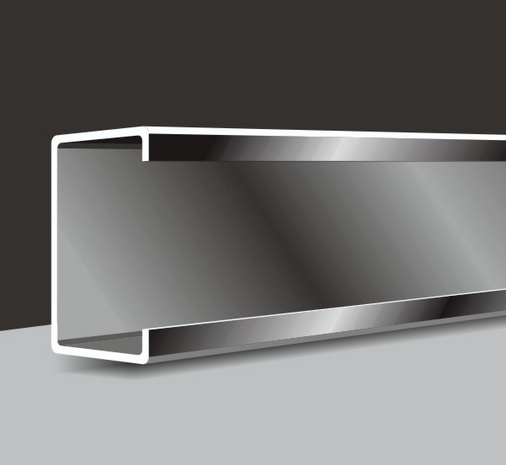
- C型鋼


新聞動態
News
 熱門推(tuī)薦
熱門推(tuī)薦
-
 寧夏鋼結構廠房 鋼結構公司
寧夏鋼結構廠房 鋼結構公司
-
 寧夏大型活動房組合廠家
寧夏大型活動房組合廠家
-
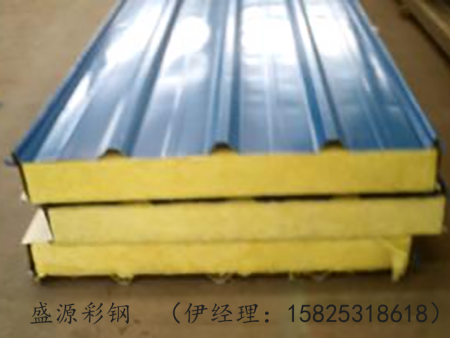
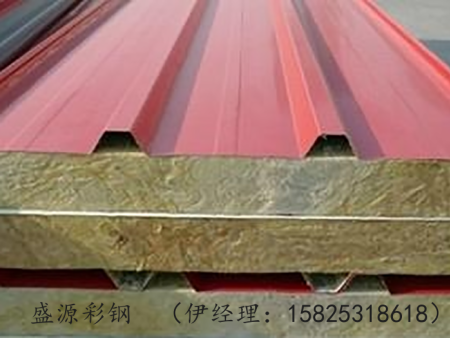 彩鋼岩棉(mián)板.新批發價格 盛源彩鋼
彩鋼岩棉(mián)板.新批發價格 盛源彩鋼
-
 銀川鋼結構施工 鋼結構廠(chǎng)房
銀川鋼結構施工 鋼結構廠(chǎng)房
-
 寧夏 【c型鋼規格】c型鋼規格價格
寧夏 【c型鋼規格】c型鋼規格價格
-
 彩鋼壓型板報價 盛源彩鋼
彩鋼壓型板報價 盛源彩鋼
-
 寧夏鋼結構工程(chéng)廠房車間
寧夏鋼結構工程(chéng)廠房車間
-
 【銀川(chuān)盛源彩鋼】承接各類 鋼(gāng)結構廠房工程,鋼結構閣樓
【銀川(chuān)盛源彩鋼】承接各類 鋼(gāng)結構廠房工程,鋼結構閣樓
-
 鋼(gāng)結構工(gōng)程廠房車間建設
鋼(gāng)結構工(gōng)程廠房車間建設
-
 寧夏彩鋼活(huó)動板房搭建
寧夏彩鋼活(huó)動板房搭建
-
 工地專用彩鋼活動板(bǎn)房 批發供應
工地專用彩鋼活動板(bǎn)房 批發供應
-
 寧夏防火彩鋼板房製作 彩鋼板廠(chǎng)家
寧夏防火彩鋼板房製作 彩鋼板廠(chǎng)家
-
 寧夏(xià)彩鋼岩棉板廠家
寧夏(xià)彩鋼岩棉板廠家
-
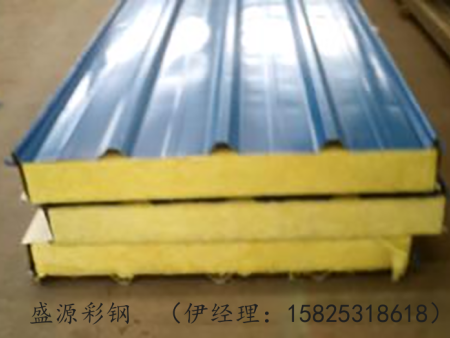 **複(fù)合彩鋼岩棉板(bǎn)批發(fā)
**複(fù)合彩鋼岩棉板(bǎn)批發(fā)
-
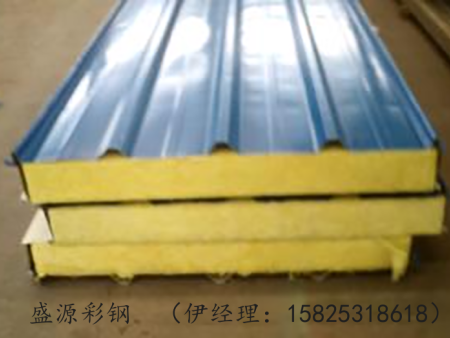 盛源彩鋼(gāng)供應 銀川彩鋼岩(yán)棉板批發廠家(jiā)
盛源彩鋼(gāng)供應 銀川彩鋼岩(yán)棉板批發廠家(jiā)
-
 寧夏鋼結構工程
寧夏鋼結構工程
-
 盛源彩鋼鋼結構(gòu)加工廠
盛源彩鋼鋼結構(gòu)加工廠
-
 廠家承接(jiē)鋼結構工程(chéng) 盛源彩鋼
廠家承接(jiē)鋼結構工程(chéng) 盛源彩鋼
-
 銀川防腐C型鋼批發
銀川防腐C型鋼批發
-
 寧夏C型鋼(gāng) 鋼結構建(jiàn)築用C型鋼
寧夏C型鋼(gāng) 鋼結構建(jiàn)築用C型鋼
-
 不等邊C型鋼 銀川C型鋼(gāng)加工生產廠家
不等邊C型鋼 銀川C型鋼(gāng)加工生產廠家
-
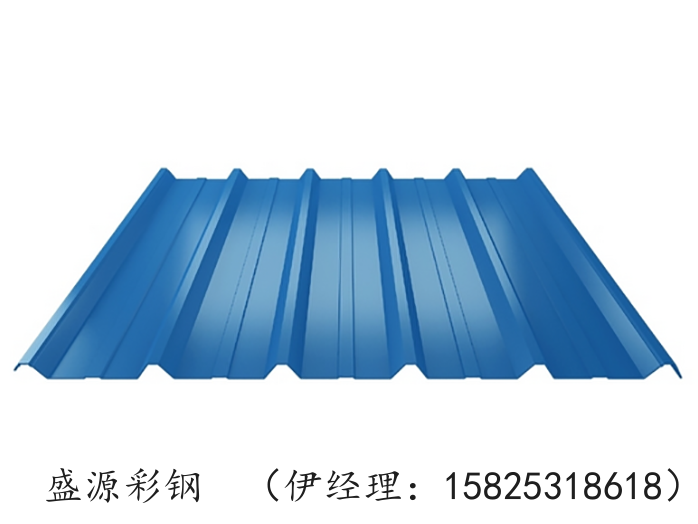 寧夏盛源彩鋼壓型板
寧夏盛源彩鋼壓型板
-
 彩鋼壓型板 廠家定製 銀川彩鋼板廠(chǎng)家
彩鋼壓型板 廠家定製 銀川彩鋼板廠(chǎng)家
-
 寧夏彩(cǎi)鋼板廠家 盛源廠家直銷
寧夏彩(cǎi)鋼板廠家 盛源廠家直銷

 鋼結構加工過程中,鋼構件的變(biàn)形是一個常見的問題,這是由什麽因素造成的?下麵(miàn)和寧夏鋼結構的小編(biān)一起來看看有什(shí)麽措施可以(yǐ)解決。
鋼結構加工過程中,鋼構件的變(biàn)形是一個常見的問題,這是由什麽因素造成的?下麵(miàn)和寧夏鋼結構的小編(biān)一起來看看有什(shí)麽措施可以(yǐ)解決。
一、複雜鋼結構(gòu)加工中的變形主要是(shì)熱變形.不能組(zǔ)裝冷變(biàn)形或相互關聯的構件。
二(èr)、熱變形常由焊接工(gōng)藝不當引起;冷變形體積大;.剛度差;相互關聯的構件不能組裝成一個整體,不(bú)允許用放樣標記,這與裝配順序錯誤或變形有關(guān)。
三、減少(shǎo)鋼結構加工焊接熱變形的操作方法:
1.夾具固定方法:用剛性夾具夾(jiá)緊焊接(jiē)件,用強製力控製變形,然後進行焊接,稱為夾具固定方法。焊件在焊接過程中產生的(de)膨脹力和收縮力受夾具力的限製,可顯著減少變形(xíng)。但是(shì),該方法在焊件內部具有較大的內應力,不適用於要求焊件內應力較小的零件。
2.反變形法(fǎ):焊接前,應根據(jù)焊接金屬構件(jiàn)的(de)情況(kuàng)來判斷構件。焊接後冷卻時,如有變形方向和收縮,應提前將焊件向相反方向彎曲或傾斜。焊接後,由於自身的收縮和變形,正(zhèng)好恢複到預定(dìng)的形狀位置。可防止焊接(jiē)變形,降低焊(hàn)接應力(lì)。結構")
3.定位控製方(fāng)法:焊接前,部件可以用(yòng)多個焊點定位(wèi)焊接部位或周圍,也可以在焊縫兩(liǎng)側按壓重物(wù)。這種方法稱為定位控製方法。
4.焊接順序法:正(zhèng)確安排焊接順序(xù)是防止焊接變形的方法。焊接變形的規律是焊縫造成的大變形,每一種焊縫造(zào)成(chéng)的變形量一般不能相互抵消。.終變形方向與先焊縫引起的變形方向一(yī)致。
好了,寧夏鋼結構的小編就為大家分享到這裏了,,要是還有(yǒu)什麽疑問給小編留(liú)言吧
香港全年资料大全免费>>管家婆一肖一码一中一特>>香港正版资料免费资料大全一- 產品展示
- 彩鋼壓型板
- C型鋼
- 鋼結構(gòu)
- 彩鋼岩棉板(bǎn)
- 新聞資訊
- 公司(sī)新聞
- 行業資訊
- 常(cháng)見問題
- 時事聚焦
- 關於我們
- 公司介紹
- 廠區展(zhǎn)示
- 榮譽(yù)資質
全國谘詢熱線
15825318618
聯(lián)係人:伊經理

微信公眾號
Copyright ©技術支持:尚來網絡15109677606 版權(quán)所有 寧ICP備17000260號(hào) 地址:銀川市望遠工業園區望遠(yuǎn)大道 網站地圖 RSS XML 技術支持:銀川尚來 - C型鋼
 當前位(wèi)置:
當前位(wèi)置: